
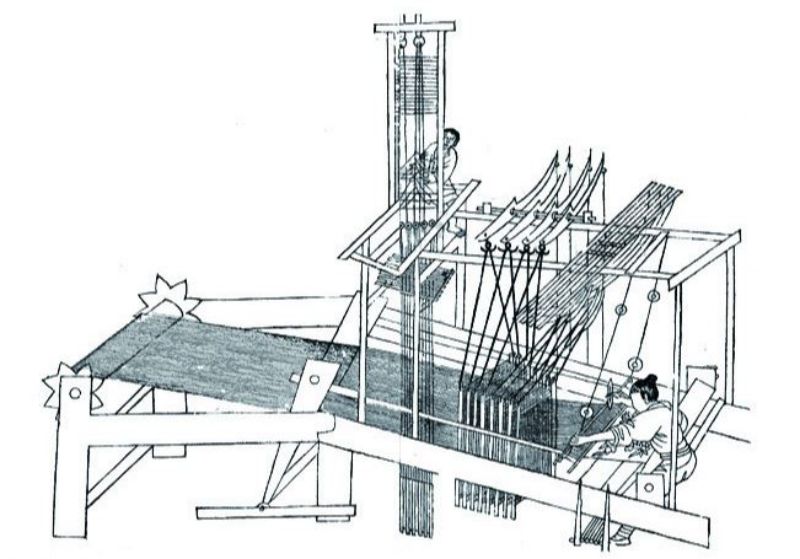
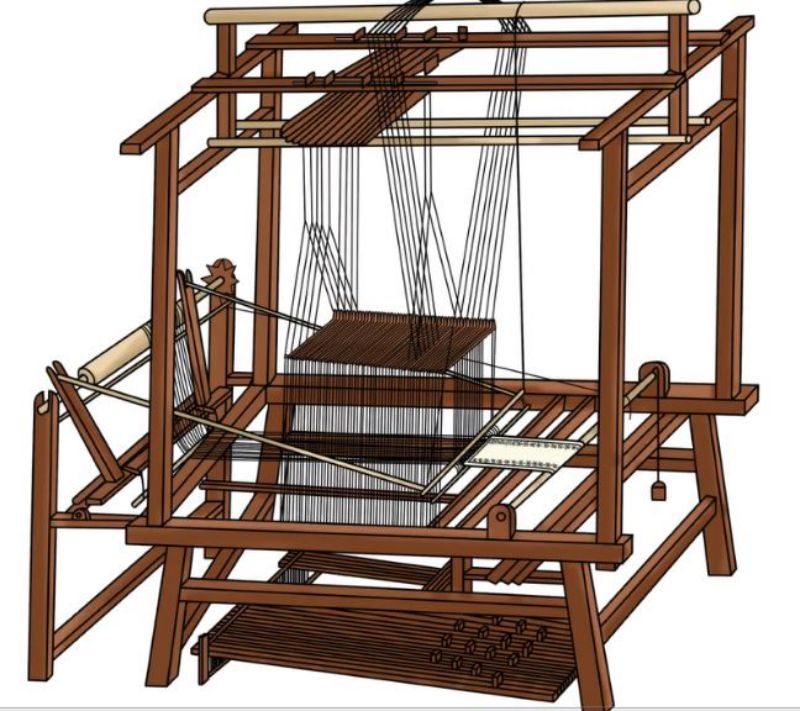
Ţesut
Cenilele țese urzeala și bătătura.Firul răsucit este deformat într-o bobină (bobină), iar bătătura este rulată într-un cârlig și așezată pe banda de țesut.În anii 1930, au fost introduse războaiele din lemn desenate manual și țesăturile de țesut din lemn de fier.La începutul anilor 1960, războaiele din 1511 a fost transformată într-un războaie, care este și astăzi utilizat pe scară largă.Deoarece lățimea centurii este mică, metoda de țesut este diferită, există rădăcini simple, rădăcini duble, zeci de rădăcini, există straturi unice, există straturi duble.
În 1967, grupul de cercetare cu panglici fără navetă, cu lucrători ca corp principal, a proiectat și fabricat cu succes o mașină de țesut cu panglică fără navetă de mare viteză, care a realizat țeserea panglicii fără navetă, a scurtat procesul, a ocupat o suprafață mică și a îmbunătățit productivitatea muncii, ceea ce este o lucrare de pionierat în istoria tehnologiei chineze cu panglici.
În anii 1970, datorită popularității mașinilor de vopsit și călcat continuu cu panglici, prelucrarea panglicii s-a dezvoltat de la prima vopsire și țesere tradițională la prima vopsire și vopsire, prima țesere și albire și finisarea și călcarea continuă.Tehnologia ribbon a intrat în rândurile producției de masă mecanizate.La începutul anilor 1980, Elveția, Italia și Republica Federală Germania au introdus mașini de țesut cu curele de mare viteză fără navetă, mașini de călcat, mașini de împachetat, mașini de urzeală și așa mai departe.Iar tehnologia ribbon a intrat într-o nouă etapă de dezvoltare.
Avansarea tehnologiei benzilor a dus la îmbunătățirea produselor.În 1979, prima generație din China de curele de lingouri de cauciuc SD9-9 a fost produsă cu succes, astfel încât produsele de curele de lingouri de cauciuc au pus capăt istoriei dependenței de importuri.1980 a dezvoltat curea de lingouri de cauciuc de tip SD-81A și B, cu caracteristici de îmbinare moale, subțire, puternică, mică, impact mic, scurt și plat.La începutul anului 1990, producția de probă a centurii de siguranță auto Santana a avut succes.După mai bine de doi ani de cercetare și producție de probă, calitatea produsului a atins standardele QC49-92 și TL-VW470.
Țesut (țeserea lingoului)
După ce butoiul de fire și bătătura sunt înfășurate pentru a forma un tub de bătătură, acestea sunt introduse în baza dinților fixe a mașinii de tricotat.Tubul de bătătură se rotește de-a lungul unei piste în formă de 8 și trage firele unul peste altul.De obicei, numărul de lingouri este par, panglica este tubulară, numărul de lingouri este impar și panglica este plată.Procesul de țesut este folosit încă din China veche, iar numărul de fusuri variază de la 9 la 100 în funcție de echipament.Procesul de bază al țesutului este: albirea, înfășurarea, țesutul, îndepărtarea, tăierea, ambalarea.Din 1960, în mașina de tricotat au fost realizate multe inovații tehnologice, inclusiv extinderea diametrului plăcii de piersici, instalarea de dispozitive automate de oprire pentru ruperea benzilor de cauciuc și înlocuirea lingourilor de fier cu fusuri de nailon.Îmbunătățirea acestor echipamente a crescut viteza la 160 ~ 190 RPM, rata verticală s-a dublat, iar calitatea produsului a fost mult îmbunătățită.

Puteți țese nu numai chingi, ci și frânghie.Centura tubulară este un fel de frânghie împletită, diametrul de 1 ~ 4 cm se numește frânghie sau linie de frânghie, diametrul de peste 4 cm se numește frânghie, iar diametrul de peste 40 cm se numește cablu sau cablu.În 1989, industria a introdus japonez stereotip echipament de linie de producție de cablu, în anul următor producția de cablu stereotip din polipropilenă, a câștigat premiul național de argint.
tricotare
În anii 1970, tehnologia de tricotat cu urzeală și bătătură a fost utilizată pe scară largă în chingi.În 1973, producția de probă a curelei strânse din nailon tricotate a avut succes.În 1982, introducerea mașinii italiene de croșetat, tehnologie avansată, o gamă largă de produse, potrivite în special pentru țesături decorative subțiri, cum ar fi dantelă, benzi elastice, paravane, curele decorative și așa mai departe.Procesul de bază este: albire - bobinare - țesut - călcare - ambalare.

Înainte de anii 1970, semifabricatul furtunului de incendiu era țesut cu o mașină orizontală, cu deformare de diametru mare și putere redusă.În a doua jumătate a anului 1974, conform principiului tricotării, industria a organizat grupul de cercetare de țesut cu țesut cu tuburi, folosind împletirea urzelii și bătăturii, bazându-se pe firul de buclă în timpul procesului de buclă, folosind butoiul acului și arcul de decantare de firele bucle pentru a conecta urzeala și bătătura întrețesute într-un întreg, astfel încât să devină o țesătură tricotată tubulară cu căptușeală de bătătură și căptușeală de urzeală.Nivelul tehnologic de producție al conductei de apă acoperite și al furtunului de incendiu de înaltă presiune se situează în fruntea țării.
Ora postării: Dec-06-2023